| (全国服务热线) 0574-87115956 |
| (全国服务热线) 0574-87115956 |

宁波市北仑区广起精密仪器有限公司
联系人:张先生
电话:0574-87115956/81928687
手机:13396632726
邮箱:zyhbalance@163.com
传真:0574-87156659
地址:宁波市北仑区恒山路239号
如何量化不良余额
由于不平衡系统由于惯性轴线而偏离旋转轴线,也就是说,旋转部件的质量在旋转轴线上是不均匀的。因此,可以使用以下单位值来量化差额余额:
1.重量单位:g。
2.扭矩单位:g-mm。
3.偏心距(e):毫米(或毫米)。
4.天平(G):毫米/秒。
ISO-1940平衡等级G
ISO-1940平衡等级G定义为
G =ωe =(2πf)e
其中
ω是角速度,e是偏心率,f是速度
从以上定义可以看出,余额水平G的单位为mm / sec。尽管乍看之下,G的值就像一个速度值,但业内许多人甚至将其视为振动速度值,而将e值视为振动位移值。 ,因为每个人通常都将振动与平衡相关联,但是平衡水平的定义实际上并不清楚。
平衡标准在哪里
当前,使用最广泛的平衡标准是ISO-1940。以下是天平G级的参考表。从下表中可以看出,设备精度越高,G值越小(平衡要求越高),并且在相同的平衡水平下,设备速度越高,允许的剩余偏心率就越小。
如何进行余额校正
通常,所有旋转部件均应定期进行平衡。如果工厂拥有检测振动问题的工具,则仅在发现天平不佳时才需要进行更正。
余额校正的方法有:
1.静态平衡法-重力平衡校正
2.平衡机平衡方法-通过平衡机实施平衡校正
3.在线动态平衡法-依靠平衡计或振动计进行校正。
静态平衡法
此方法仅适用于存在静态不平衡问题的旋转零件。不管旋转部件的支撑点的摩擦力如何,使旋转部件旋转,然后让旋转部件自动停止旋转,不平衡的重力点将始终停留在旋转部件正下方的位置;当等重的砝码放在旋转部件上并且位置与重力点正好成180度时,无论旋转部件如何旋转,都不会再出现不平衡。这称为静态不平衡方法。
静态平衡法的缺点
1.考虑支撑点(轴承)的摩擦时,可能是因为该摩擦大于不平衡,无法确定不平衡量,导致旋转部件运行时无法实现真正的平衡。
2.改善静态不平衡的方法仅适用于轴向宽度非常窄的旋转零件。如果我们的旋转部件非常宽,我们可能很难确定配重的位置,因为我们不知道不平衡的轴向。位置,当我们在一端放置等于不平衡重量的重量时,可能在另一端造成不平衡,甚至形成不平衡。
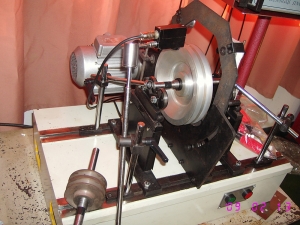
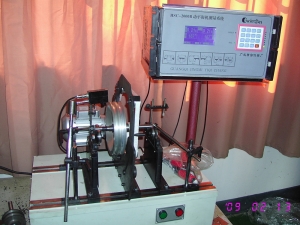
平衡机平衡方法
顾名思义,这种平衡方法使用平衡机来平衡旋转零件。该方法和静态平衡方法两者都是更普遍已知的。通常,在制造或维修旋转零件后,将使用平衡机对它们进行平衡以确保交货。质量。当实施平衡机的平衡校正时,必须将整个旋转部件分解并一起送出进行校正,这会花费更多的工时和校正成本。
平衡机平衡方法的缺点
1.必须首先确认不平衡问题和不平衡的单元或组件。
2.必须拆卸整个旋转零件。
3.消耗工时,降低设备利用率。
4.通常,实际的工作速度不能用于校正。
5.搬运和安装过程容易使平衡条件恶化。
在线平衡方式
在线动态平衡方法中使用的一般原理是矢量平衡方法,通常可以将其分为两类:
1.简单的动态平衡:
使用带有适当测试砝码,指南针和直尺的振动计,估计不平衡角度和不平衡程度。有两点平衡校正方法和三点平衡校正方法。
2.精密动平衡:
使用带有振动传感器和相位计的特殊动平衡器来准确掌握
不平衡角度和不平衡的大小。
在线动态平衡技术原理
通过使用极坐标图指示不平衡引起的振动值和相位角,可以清晰,简单地计算出平衡配重和配重角。通过比较试验重量和原始失衡之间的关系,您可以知道应该在哪里分配多少重量。
精密在线动平衡技术
在线平衡工作容易吗?
在线余额
工作太简单了!
精密动平衡的基本概念¾¾
1.平衡差会产生离心力。
2.动态平衡校正的目的是争取平衡。
平衡器¾振动传感器和相位计的应用:
振动传感器®振动尺寸
®不平衡量
®平衡重的确定相位位置计®振动相位
®不平衡角
®平衡重位置的确定
精密在线动态平衡的一般步骤
1.测量由于原始状态(没有任何测试砝码)的不平衡而导致的机器振动值和相位。
2.在旋转零件上添加一个试验。测量添加了试验砝码后形成的新不平衡的振动值和相位。
3.平衡器自动计算出试验重量添加前后的振动值和相变以及相对关系,并计算出平衡重量。
4.将平衡器计算出的平衡重添加到旋转部件上。
5.改善天平后,测量振动值和相位。
6.使用分析仪分析和计算微小的平衡重,以使机器达到更好的平衡。
进行在线动态平衡工作的重点
1.在执行在线动态平衡期间,必须保持速度恒定。
2.在线动态平衡过程中,振动传感器和相位计必须固定在同一位置且不能移动。
3.尝试将相位计安装在不会晃动的平面上。
4.振动传感器应尽可能靠近轴承放置,并置于水平或垂直位置。
5.当设备的初始平衡非常差时,建议在执行动态平衡校正之前使用静态平衡方法稍微改善平衡。